
Сколько держать трубу в паяльнике
Широкое распространение полипропиленовых труб в строительстве и быту привело к тому, что сегодня большинство коммуникаций газоснабжения, водоснабжения, отопления и водоотвода состоят именно из них. Этот факт значительно облегчил работу по монтажу и замене коммуникаций, поскольку с полипропиленом работать гораздо легче, чем с металлом. Трубы теперь не сварят, а паяют при помощи паяльников для полипропиленовых труб https://napolke.com.ua/shop/category/elektroinstrument/paialniki-plastikovyh-trub. При этом не нужно получать специальное образование или заканчивать долгие курсы. Достаточно просто соблюдать технологию, которая часто описана в инструкции по применению паяльников для пластиковых труб.
Как происходит пайка пластиковых труб

Принцип пайки основан на температурной диффузии материалов и заключается в нагреве двух элементов соединения с последующим совмещением их до полного застывания. Перегреть пластик так же вредно, как и не догреть. В первом случае потеряется форма и может произойти неплотная стыковка вследствие деформации. Во втором случае тоже будет неплотная стыковку, но уже по причине недостаточной диффузии.
Для пайки пластиковых труб оба конца должны быть одеты сверху на специальные насадки с тефлоновым покрытием, которые в свою очередь крепятся на паяльник. После размягчения одна деталь вставляется в другую и держится минимум 1 минуту до застывания. Во время совмещения деталей запрещается их двигать или крутить.
Сколько держать полипропиленовую трубу в паяльнике
Рекомендуемая температура для пайки полипропиленовых труб — 260°С. Большинство «утюгов» имеют на корпусе индикатор температуры или просто термореле, сообщающее при достижении порогового значения. При пайке важно соблюдать два правила:
- Не допускать превышение температуры паяльника выше 260°С.
- Не превышать рекомендуемое время нагрева трубы.
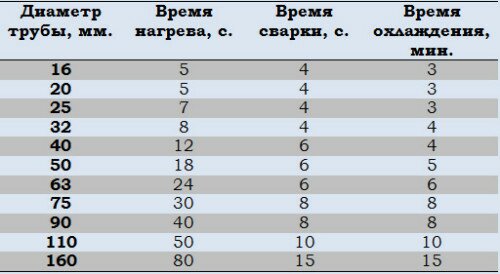
С первым всё понятно, а как понять, сколько держать трубу в паяльнике? Существует зависимость времени нагрева, а также времени сварки и времени остывания от диаметра трубы. Так самые популярные диаметры труб:
- 16 мм – время нагрева 5 с., время сварки 4 с., время остывания 3 мин.;
- 20 мм – время нагрева 5 с., время сварки 4 с., время остывания 3 мин.;
- 25 мм – время нагрева 7 с., время сварки 4 с., время остывания 3 мин.;
- 32 мм – время нагрева 8 с., время сварки 4 с., время остывания 4 мин.

Click here to preview your posts with PRO themes ››
Временные интервалы для труб остальных диаметров вы можете найти в таблице ниже.
Рекомендуется соблюдать технология пайки паяльником для пластиковых труб для получения надёжного шва и избегания протечек жидкости или газа.

